Приливание. Сравнение методов и материалов
Приливание кобальтохромового сплава всегда было предметом дискуссий относительно возможности достижения соответствующего и безопасного результата, направленного на изготовление керамического винира без проблем при наслоении.
Данило Карулли, зубной техник, Брешия, Италия. Соавтор книги Альберто Баттистелли «Основы техники AFG моделирования искусственных зубов». С 2017 сотрудничает в качестве зубного техника-консультанта в компании МЕSA.
Много лет назад, когда не было доступных приливаемых компонентов, обычной практикой было литье в лаборатории полностью выжигаемых пластмассовых компонентов с очень минимальной толщиной (рис. 1 и 2).

Хотя результаты могут показаться правильными (рис. 3), бесспорно, что литое изделие, выполненное в лаборатории, не может быть сравнимо с промышленно изготовленной деталью. Поэтому, чтобы свести к минимуму проблемы отвинчивания коронок из-за неточности литых соединений, были созданы приливаемые компоненты, которые мы привыкли видеть, как на рис. 4, т. е. состоящие из промышленно отфрезерованного соединения и пластиковой канюли на нем.

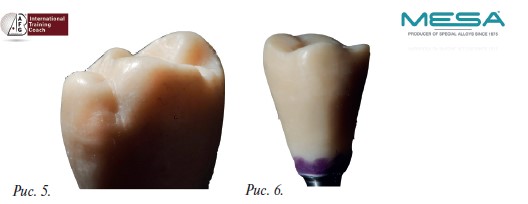
Процедура изготовления керамизируемого изделия включает в себя моделирование и подготовку структуры, а также литье отформованного изделия по обычной технологии (рис. 5–7), что позволяет достичь уже достаточно приемлемых результатов (рис. 8).
Однако тщательный анализ этого типа расплавляемых компонентов выявляет ряд критических моментов:
1. Характеристики металла, из которого изготовлена основа приливаемого компонента, никогда не известны, как и его совместимость с металлом, который мы собираемся использовать. Это может повлечь за собой необходимость изменения, даже значительного, рабочих температур, к которым мы привыкли, чтобы обеспечить адгезию двух материалов.
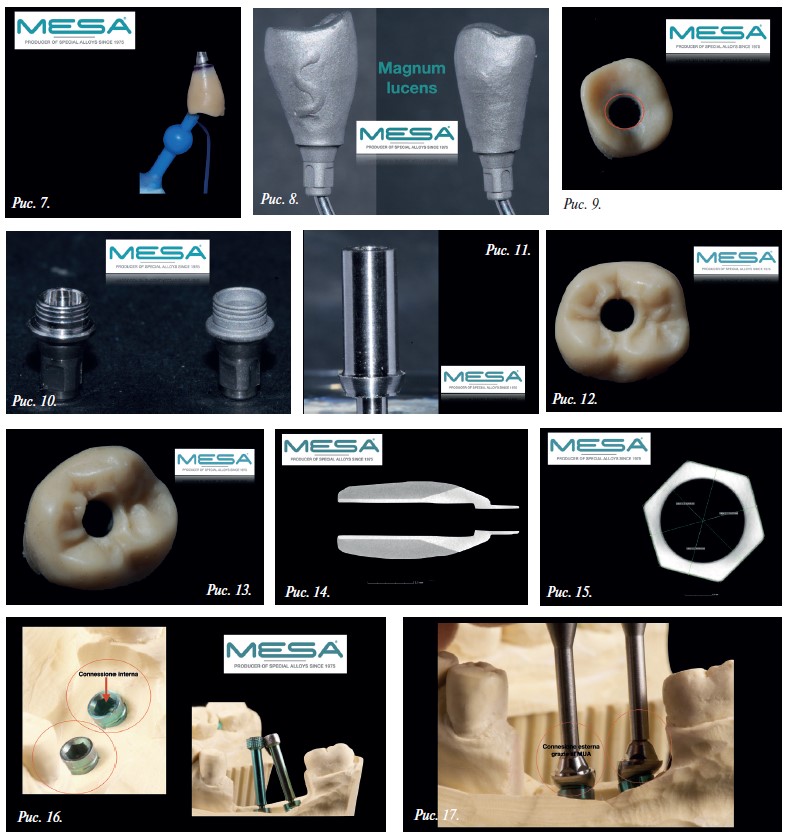
2. Ширина сквозного отверстия крепежного винта (рис. 9) регулируется подачей жидкости расширения покрытия, и внутри него не исключено образование мелких пузырьков, которые необходимо устранить для прохождения винта после литья.
3. Наличие пластика, характеристики которого нам неизвестны, может создать проблемы с горением во время предварительного нагрева цилиндра с негативными последствиями для конечного результата.
4. Адгезия между двумя металлами происходит только на небольшом участке максимальной длины около 3 мм (рис. 10).
Все эти критические моменты натолкнули нас на мысль об инновационном решении. То есть, мы подумали о том, чтобы сделать приливаемый компонент, полностью изготовленный из кобальтохромового сплава (рис. 11), который позволяет нам с помощью того же метода работы (рис. 12–13) решить все вышеперечисленные проблемы.
1. Мы прекрасно знаем характеристики металла, из которого мы изготавливаем компоненты, потому что это наш сплав, и мы рекомендуем использовать идеально совместимый металл, тоже производимый нами.
2. Поскольку канюля полностью изготовлена из кобальт-хрома, сквозное отверстие больше не будет корректироваться за счет расширения покрытия, а останется прежним.
3. У нас больше не будет присутствия неизвестного материала, такого как пластик, поставляемый вместе с основанием, но мы сможем использовать для 3D-печати только воск (либо аналоговое формование, либо фрезерование с помощью фрезерных систем)
или выжигаемые смолы с известными нам характеристиками.
4. Адгезия между двумя металлами будет происходить по всей поверхности отлитого компонента, а не только его части, что также значительно улучшит устойчивость к боковым жевательным нагрузкам (рис. 14–15).
До сих пор мы рассматривали приливание для отдельных элементов с внутренним соединением. Но проблема умножается и расширяется в случае множественных конструкций, будь то мосты или полная дуга.
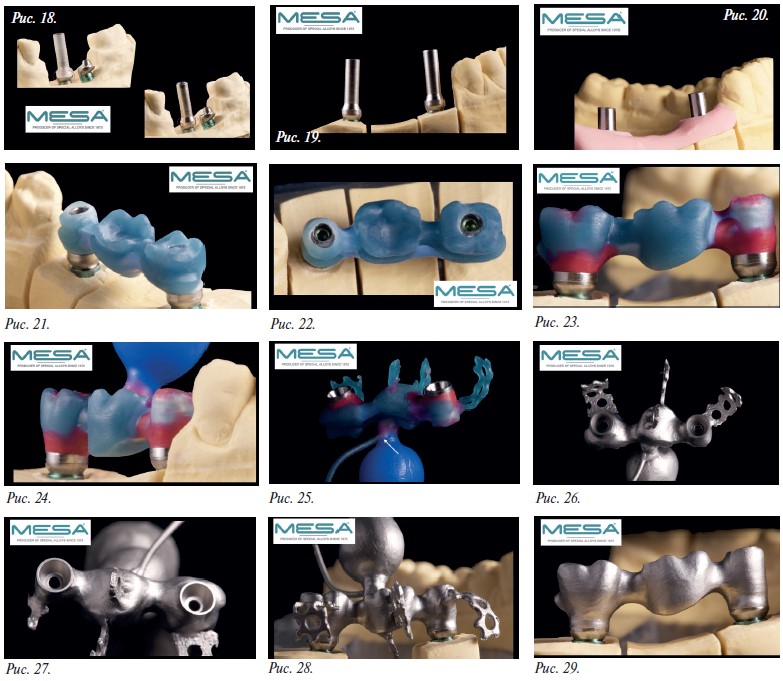
Если необходимо восстановить более или менее важные диспараллели в случаях с имплантатами, принято использовать абатменты типа «мультиюнит» (MUA), (рис. 16–17).
Для выполнения реставраций с помощью этой системы на рынке предлагаются канюли для абатментов MUA, полностью изготовленные из пластмассы (рис. 18).
Этот тип компонентов допускает такую же серьезную ошибку, как и полностью выжигаемые компоненты, о которых мы упоминали в начале статьи.
Литье в лаборатории не может гарантировать идеальное прилегание основания канюли к платформе MUA, что чревато серьезным нарушением точности, а также вероятностью откручивания или поломки сквозного винта, который и так очень мал по размеру. Кроме того, предельная неточность соединения может способствовать образованию бактериальных колоний в трансмукозальных областях с последующим повреждением установленных имплантатов.
На втором изображении рис. 18 (внизу справа) видно, что полностью кобальтохромовая канюля для абатмента MUA не имеет этих отрицательных качеств и позволяет нам поддерживать очень высокую предельную точность на 360°.
В рассматриваемом нами случае речь идет о мосте из трех нижних элементов. Канюли крепятся к MUA с помощью сквозных винтов (рис. 19) и обрезаются по мере необходимости (рис. 20).
Путем сканирования модели создается CAD-проект и конструкция отливается из выжигаемой смолы, характеристики которой, как было сказано выше, нам хорошо известны (рис. 21).
Как видите, точность прилегания конструкции к канюлям меня вначале мало интересует; напротив, я хочу, чтобы прилегание конструкции к металлу было пассивным (рис. 22).
На самом деле, я собираюсь покрыть все это воском, чтобы идеально запечатать пространство между канюлей и металлом (рис. 23– 24).
При использовании техники литья через один летник, мост насаживается на винты и подготавливается к литью (рис. 25). Внимание, которое необходимо уделить этой технике, в основном связано со временем, необходимым для нахождения цилиндра в печи предварительного нагрева. Я лично рекомендую оставлять цилиндр в печи
в два раза дольше, чем при обычной отливке. Использование литейного канала диаметром 1 мм, указанного стрелкой на рис. 25, который соединяется с резиновым основанием цилиндра с этой точки, будет способствовать прохождению сплава.
В результате получается идеально гладкая, чистая, пассивная и точная отливка, как показано на рис. 26–32, которая достигается быстро благодаря цифровой технологии в сочетании с такой техникой литья, как литьё через один литник, что позволяет нам добиться высокого качества производства в наших мастерских.
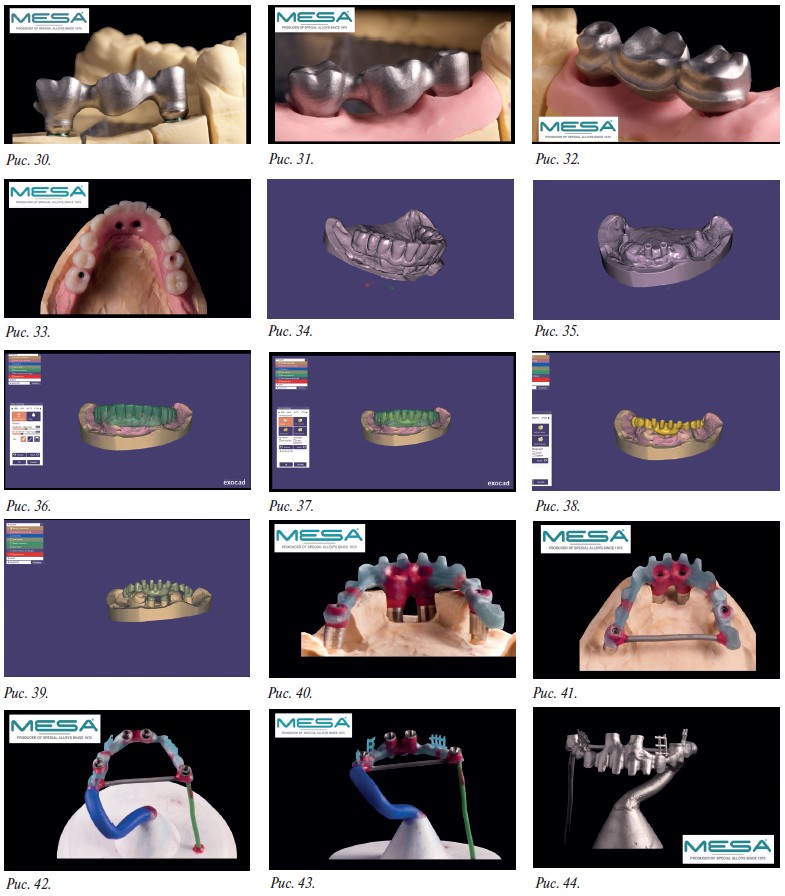
Затем мы изготавливали все более крупные конструкции, применяя этот протокол, и добились очень интересных результатов вплоть до приливание полного
дугового протеза.
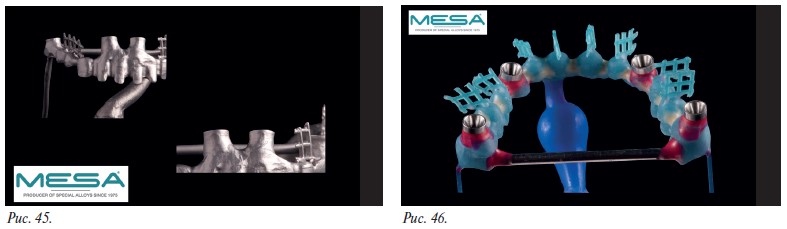
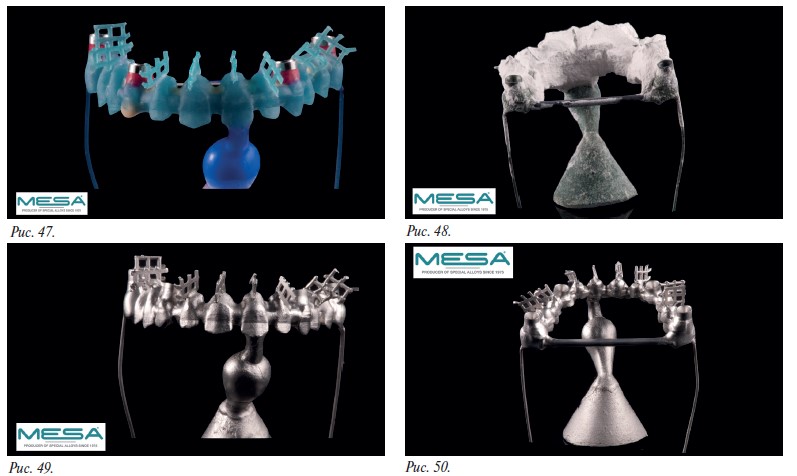
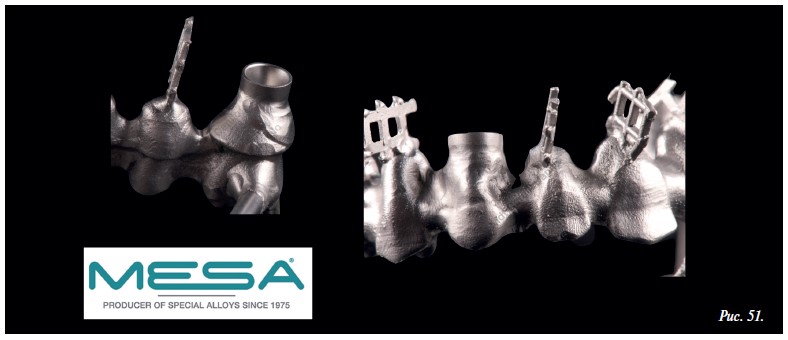
На детальных фотографиях обратите внимание на адгезию между двумя частями и стабильность отлитых компонентов (рис. 33–51).
Статья опубликована в журнале «Зубной техник» № 2 Апрель 2023